

برشکاری استیل – انواع برشکاری استیل – برش سرد – برش گرم
در یکی دیگر از مقالات ایران اینوکس قصد داریم تا برشکاری استیل و انواع روش های آن را به شما عزیزان معرفی نماییم . همراه ما باشید .
برشکاری استیل
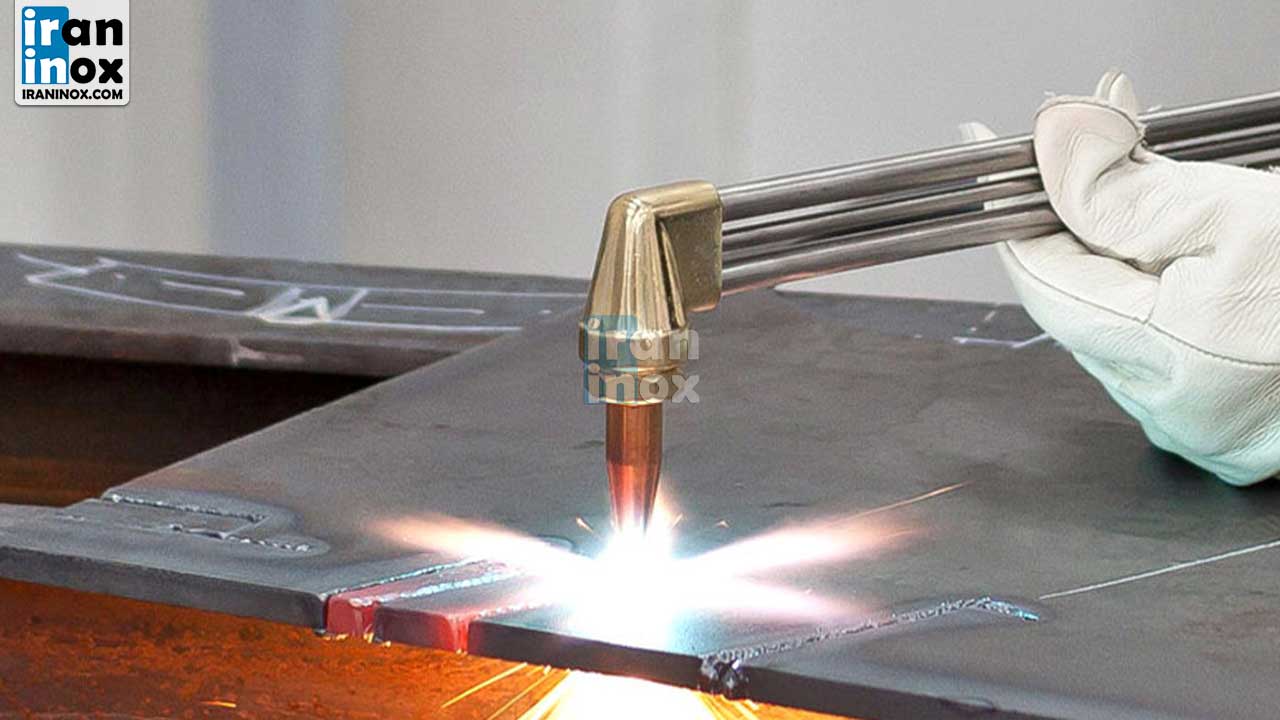
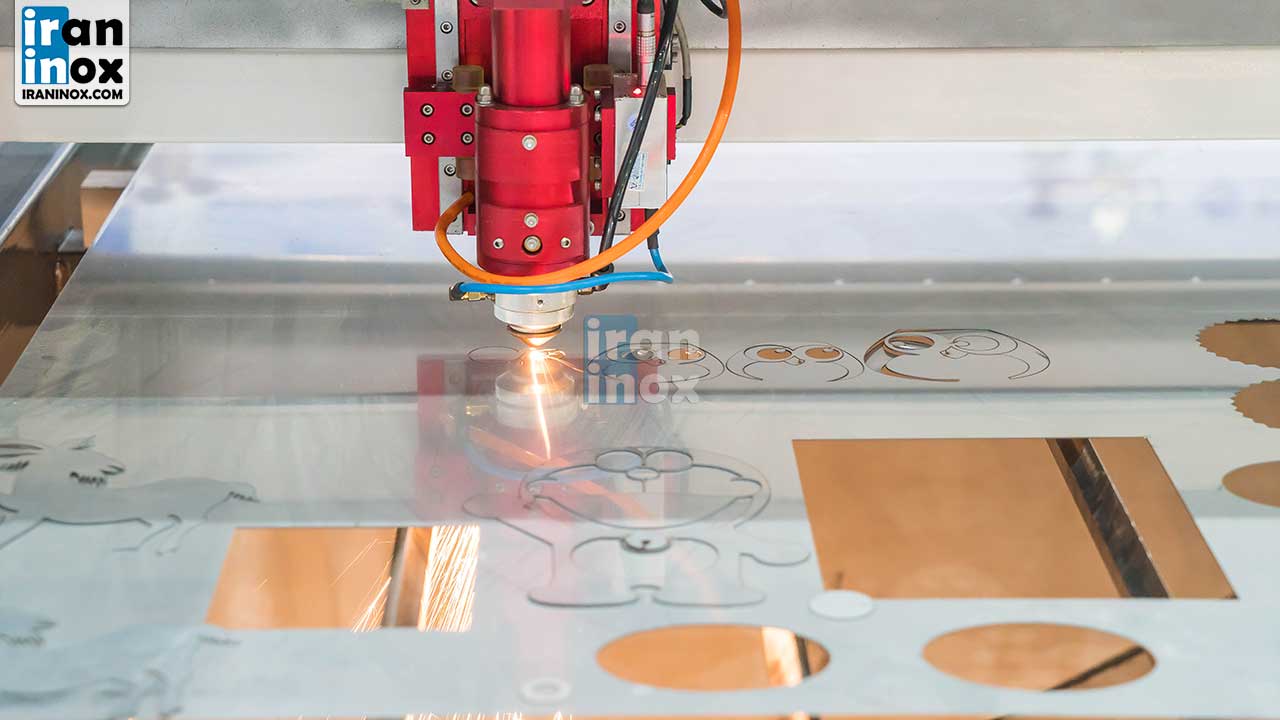
فلز استنلس استیل ( فولاد ضد زنگ ) یکی از پر کاربرد ترین متریال ها در تمام صنایع و منازل می باشد . غالبا تولید استنلس استیل به شکل ورق ( رول شده یا صفحه ای ) می باشد که برای تغییر شکل به دیگر مقاطع ، به برش نیاز دارد . برشکاری استیل در دو نوع گرم و سرد انجام می شود که در ادامه به آن ها خواهیم پرداخت . لازم به ذکر است که عمل برش در ورق های استیل برای ایجاد بریدگی مخصوص ( در جهت استفاده در قطعات و ماشین ها ) نیز انجام می گیرد .
برش سرد
برش سرد یا همان مکانیکی ، به برشی گفته می شود که در آن هیچ منبع گرمایی برای عمل برش مورد استفاده قرار نگرفته و عملیات برش تمام به صورت مکانیکی ( فشار ) انجام می شود . در برخی از عملیات های برش سرد ، برای ثابت ماندن ورق استیل به چند نگه دارنده نیاز است .






{kind=link}